碳氮共渗后,磨削中产生裂纹
发布时间:2019-01-15 09:38:00 浏览:5416
零件碳氮共渗淬火热处理后,磨削过程中易产生磨削裂纹,尤其是端面更容易产生裂纹。裂纹的产生与组织残留奥氏体量、马氏体形态、磨削参数有关。
1.失效零件介绍
输入轴是变速箱内关键零件,细而长,台阶众多,工艺过程复杂,如图1所示。
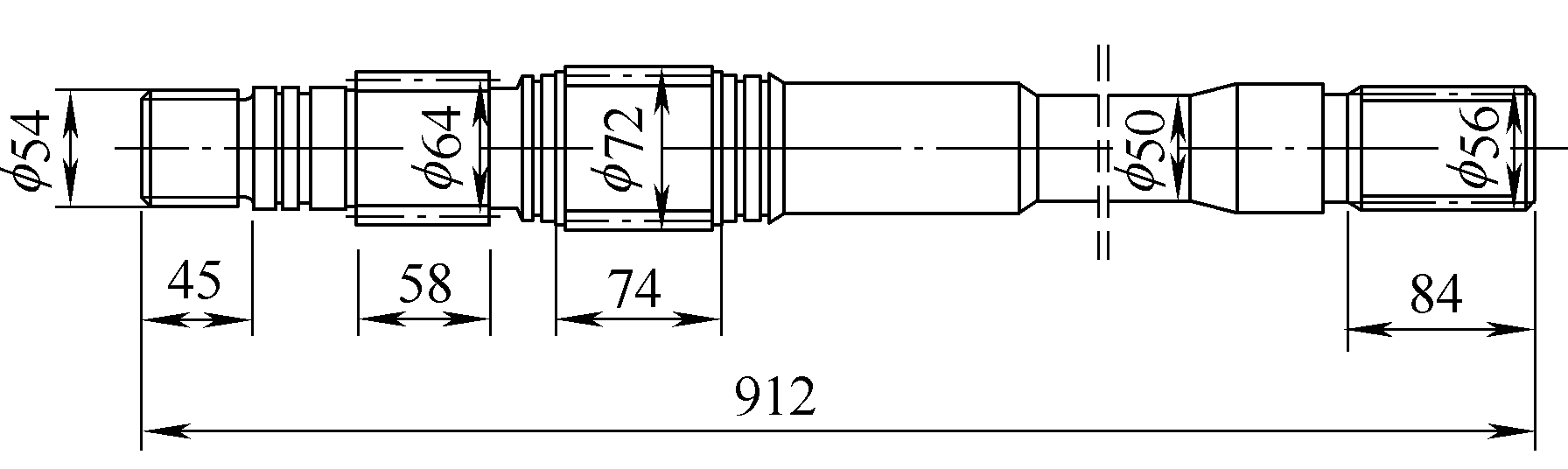
图1
材料为20CrNiMoH,技术要求:热处理碳氮共渗淬火,渗层0.6~0.9mm,表面硬度52~60HRC。工艺路线:锻造→正火→粗加工→精加工→铣花键→碳氮共渗淬火→校直→磨削加工→探伤→装配。热处理采用可控气氛井式炉保护气氛加热。
热处理后渗层和硬度满足技术要求,但在后续磨削加工过程中出现裂纹具体如图2所示。

图2
2.失效分析
对输入轴进行检测,表面硬度58~60HRC,心部硬度30~35HRC,热处理后探伤无裂纹,说明零件在淬火没有问题,裂纹是后续加工过程中,磨削时产生的。磨削裂纹的形态可大致分为3种:①龟裂状。②平行条纹状。③与磨削方向呈90°垂直。
该裂纹属于第三种,分析原因:裂纹出现在两侧端头,碳氮共渗较充分的缘故(边缘易接收温度)而使其组织超标叠加,淬火时此处的变形量就*易形成磨削裂纹。同时磨削过程的磨削参数,也是造成磨削裂纹的原因。
3.改进措施
提高回火温度,由220℃提高到280℃,让淬火组织得到充分转变,减少组织内应力,回火后硬度在54~56HRC,减少磨削进给量,加大冷却液流量,后续加工磨削裂纹问题得以解决。
4.结语
工件热处理碳氮共渗淬火,磨削裂纹出现与磨削进给速度、磨削进给量、砂轮粒数、冷却方式、残留奥氏体量及马氏体形态等条件有关。
 扫描微信咨询
扫描微信咨询 扫描关注我们
扫描关注我们